In the demanding world of aerospace, where precision and performance are paramount, even the smallest deviations can have significant consequences. Maintaining the intricate internal components of aircraft has long presented a challenge, often requiring extensive and costly disassembly.
However, UK-based honing expert Delapena says it has introduced a paradigm shift with its innovative Tandem Alignment Honing Tools, redefining the landscape of aerospace repair.
For decades, Delapena has been a cornerstone of the honing market, providing comprehensive solutions for a diverse range of industrial needs, both domestically and internationally. The company’s expertise spans the entire spectrum, from the design and manufacture of standard and bespoke honing machines and abrasives to a comprehensive suite of support services. This includes feasibility studies, precise specification, new machine development, specialised tooling, and invaluable consultancy, tooling refurbishment, application development, process engineering, honing reviews, and tailored training packages.
With a decade of continuous innovation under its belt, Delapena has consistently pushed the boundaries of honing technology. Looking ahead, the integration of Industry 4.0 principles will see the development of intelligent, automated loading machines designed for optimal productivity.
The aerospace sector’s relentless pursuit of lighter, higher-performing components – demanding greater power densities, tighter control, enhanced sealing, and reduced noise and vibration – places immense pressure on manufacturing and maintenance processes. Honing, renowned for its ability to achieve exceptionally tight bore diameter tolerances, plays a crucial role. Beyond mere sizing, honing perfects the roundness, straightness, and overall surface finish of critical bores.
Maintenance gamechanger Traditionally, the maintenance of intricate and often inaccessible aircraft components has been a cumbersome affair. Removing landing gear elements, engine cylinders, and other vital parts was commonplace, leading to significant operational disruptions and substantial maintenance expenditures. Enter Delapena’s Tandem Alignment Honing Tools – a development the company confidently labels a ‘gamechanger’ in aerospace repair.
This effective tooling has revolutionised the maintenance of twin bores in aircraft. By directly addressing the challenge of honing these crucial bores – essential for proper alignment and peak performance – Delapena’s innovation eliminates the need to dismantle surrounding structures, drastically reducing costly and time consuming disassembly
These seemingly simple yet highly effective tools enable the in-situ remachining of major structural elements. This ensures perfect alignment and significantly extends the lifespan of critical components, contributing to safer, more efficient, and ultimately more sustainable aerospace operations. The elimination of expensive dismantling and reassembly further amplifies the benefits.
More than just a matter of convenience, Delapena’s Alignment Honing Tools represent a true revolution in aerospace repair. They redefine efficiency, enhance safety protocols, and contribute to the longevity of vital aircraft components, paving the way for a safer and more sustainable aviation industry as global air traffic continues to grow.
Beyond their technical prowess, Delapena distinguishes itself through an unwavering commitment to customer support. Its team of seasoned engineers provides comprehensive Honing Training, expert Honing Consultancy, responsive on-site assistance, and tailored bespoke tool design solutions, ensuring seamless integration of their alignment hones into existing maintenance workflows.
Delapena’s Tandem Alignment tools are more than just instruments; they embody a commitment to innovation, precision engineering, and a deep understanding of the unique demands of the aerospace sector. Their impact transcends mere efficiency and cost savings, directly bolstering the safety and reliability of the aircraft that connect our world.
“Delapena has not just reinvented honing; they have redefined the future of aerospace repair,” states a company spokesperson. The widespread adoption of Delapena honing tools by major aerospace manufacturers and maintenance organisations worldwide underscores their proven reliability, exceptional precision, and unmatched impact on the evolution of aerospace repair methodologies.
Delapena Grinding has been the sole UK agent for E-Tech grinding machines since 2023, a Taiwanese machine tool company that can trace its roots in grinding back to the 1950s. The company sells machines around the world and prides itself on manufacturing models that offer high levels of repeatability, guaranteeing consistent quality for even the most challenging applications. With iGrind programming software the machines are also easy to operate; designed from the ground up to be intuitive and operator-friendly, minimising training time and maximising productivity.
Delapena Honing Equipment has been in business for 98 years. During this time Delapena has manufactured over 10,000 honing machines to the global honing market. The honing process is critical to precision engineering as it enhances the accuracy, surface finish and functional performance to machined components. Today the honing process can achieve tolerances down to an accuracy of 0.0005mm and surface finishes less than 0.05Ra
There are a lot of synergies between honing and grinding: progressive material removal; surface finish enhancement; correction shape and roundness and reducing internal stresses, to name a few. Delapena researched many grinding machine manufacturers and wanted to partner with a company that had innovation as one of its key objectives. E-Tech is constantly developing new grinding machines that are not manufactured by the competition and together with the conversational programming capability of the control systems make them very attractive to precision grinding customers.
E-Tech covers the whole range of conventional grinding machines including surface, cylindrical, centreless, tub/ ring grinders as well as some less conventional offerings, such as large vertical grinders and eccentric/non-round grinders. They comprise proven construction methods such
as hand scraped ways and hydrodynamic spindles, where appropriate, combined with modern technology such as linear motors and CNC controls for improved performance and capability. They also include features that help to plug the skills gap. Skills and staffing are probably the biggest issues that everyone from OEMs to subcontractor shops are facing on multiple fronts, but most of these facilities still use grinding machines that require constant operator input for traverse, infeed or both. Not only can we resolve this issue with the machines being fully CNC, but we can also offer a host of options from automatic wheel balancing, in process gauging, as well as automation systems such as robots, gantry systems etc. to increase productivity. E-Tech machines are found in all industry sectors: aerospace; defence; medical; automotive; motorsport; construction equipment; machine tool production; toolmaking and power generation.
Training will be delivered by us here at Delapena. The beauty of the conversational control means that operators should be comfortable with the machine in minimal time. Delapena is a machine tool company, not just a sales agency. We build machine tools here in the UK and have a team of skilled engineers used to building, maintaining and servicing high precision machines to hold exacting tolerances. Furthermore, E-Tech has designed its machines based on the global market, so all bearings are from NSK, ball screws are from Hiwin, the pneumatics are provided by SMC and controls are all from global providers, be that Mitsubishi or FANUC. The major benefit of this for our customers is that all of these components are available locally.
Automation of machine tools has become vital in a market where there is a shortage of engineers. Both the Delapena Honing machines and E-Tech grinding machines have lots of options for automation that can be customised for the customers’ requirements. Delapena and E-Tech can offer cobots, robots and pallet loaded machines that integrate with control systems that maximise optimise workforce productivity. Delapena is also developing machine tools with integrated AI that can handle batch production with minimal set up times.
For decades, nestled in the UK's engineering heartland, delapena has been synonymous with precision honing technology. Its journey, rooted in a vision to redefine industry standards, has seen it evolve from pioneering honing machinery to crafting advanced automated systems. This unwavering commitment to quality and a profound understanding of surface finishing intricacies have established delapena as a trusted partner across diverse sectors, including aerospace, automotive and hydraulics. This rich heritage forms the bedrock of delapena's forward-thinking approach to honing training.
Recognising the critical need to cultivate future expertise, delapena emphasises training the next generation of engineers. This investment is not merely about replacing an experienced workforce, it is about ensuring continuous innovation by effectively transferring invaluable knowledge. In an era of rapid technological advancement, a highly skilled engineering workforce is indispensable for driving breakthroughs. By providing robust education and practical experience, delapena empowers these future engineers to conquer the complex honing challenges of tomorrow.
In today's fiercely competitive landscape, achieving superior surface finishes and dimensional accuracy is paramount. Effective honing is no longer a superficial step but a crucial process directly influencing component performance, longevity and overall quality. Acknowledging this, delapena provides bespoke honing training packages meticulously tailored to the unique needs and operational contexts of individual businesses, equipping teams with the skills and understanding essential to maximise their honing operations.
Delapena's training seamlessly integrates comprehensive theory with practical application, always customised to client needs. Key areas covered include the fundamentals of honing, encompassing material removal, abrasives and machine types, alongside its inherent advantages. Participants receive thorough guidance on abrasive selection, ensuring optimal choices for diverse materials and applications. Machine operation and maintenance training emphasises safe, efficient utilisation and preventative care for extended equipment lifespan. In addition, the training delves into process optimisation and troubleshooting techniques to achieve stringent tolerances and resolve common issues, thereby minimising downtime.
By prioritising the specific needs of each business, delapena's training empowers teams with the knowledge and skills vital for maximising their honing operations and contributing significantly to overall manufacturing success.
Ready to elevate your competitive edge?
Contact delapena at sales@delapena.co.uk to discuss your specific training needs and allow it to craft a bespoke honing training package that will sharpen your team's skills and amplify your company's performance
The journey began decades ago with a simple yet powerful vision: to engineer and deliver honing solutions that redefine industry standards.
From its early innovations in honing machinery to the development of advanced automated systems, delapena has consistently been at the forefront of innovation. A commitment to quality and a deep understanding of the intricacies of surface finishing have made the company a trusted partner for businesses across aerospace, automotive, hydraulics, and beyond. This heritage provides a solid foundation for delapena’s approach to honing training.
Training the next generation of engineers is paramount for ensuring continued innovation and for seamlessly replacing an ageing workforce whose experience and knowledge must be effectively transferred. As technology evolves at an unprecedented pace, a well-educated and skilled engineering workforce is essential to drive technological breakthroughs across industries. Investing in education and providing staff with practical experience will empower these future engineers to tackle the intricate honing problems of tomorrow.
Technical training manager Paul Lane explains: “We share the practical knowledge and hard-earned expertise that comes from years of hands-on experience in designing, manufacturing, and applying honing processes. When you choose delapena for your training needs, you are tapping into a legacy of precision and insights derived from realworld applications while understanding the process that comes with it.
“In today’s competitive landscape, achieving superior surface finishes and dimensional accuracy is paramount. Effective honing is no longer just a finishing touch; it’s a critical process that directly impacts the performance, lifespan, and overall quality of your components. With this in mind, we offer bespoke honing training packages tailored to address the specific needs and operational contexts of individual businesses, designed to empower your team with the skills and understanding needed to maximise the potential of your honing operations.”
He continues: “Forget generic, off-the shelf courses – we understand that every business has unique needs, equipment, and skill levels. Our bespoke approach means that your training program is meticulously tailored to your specific requirements. Whether you are looking to upskill experienced operators, onboard new team members, or deepen the knowledge of your engineering staff, we will work closely with you to develop a course that hits the mark.
“Our training blends comprehensive theory with practical application, always customised to customer needs. Key areas include the fundamentals of honing, covering material removal, abrasives, and machine types, highlighting its advantages. We guide you through abrasive selection, ensuring optimal choices for varied materials and applications.
“Machine operation and maintenance training focuses on safe, efficient use and preventative care for longevity. Learn process optimisation and troubleshooting to achieve tight tolerances and resolve common issues, minimising downtime,” he explains. “Dimensional control and metrology instruction covers accurate measurement for quality assurance. Crucially, we emphasise safety best practices for a secure working environment. Optionally, we offer training in advanced honing techniques like plateau honing and bore sizing, tailored to your specific requirements.
“Ultimately, investing in specialised honing training, such as that offered by delapena, represents a commitment to operational excellence. The benefits extend to tangible improvements in component quality, enhanced process efficiency, reduced equipment downtime through proactive maintenance and effective troubleshooting, increased operator competence, and a stronger return on investment.
This article highlights Delapena Group’s groundbreaking ProductionHone machine, an innovative solution set to transform the honing process. With a strong legacy in honing technology, Delapena has developed an all-in-one automated system that integrates honing and gauging, significantly reducing processing time from 60 minutes to just three. Designed for precision and efficiency, the machine addresses Industry 4.0 requirements, offering seamless automation, real-time data tracking, and exceptional accuracy. With its expertise in abrasives and tooling, Delapena ensures superior performance, making the ProductionHone a game-changer for industries requiring high-precision machining.
In precision engineering, where even the slightest imperfections can have significant consequences, the choice of honing oil is critical. Delapena honing oil stands out due to its exceptional performance, contributing to superior results and enhanced efficiency across various industrial applications.
A key advantage of Delapena honing oil lies in its cooling and lubricating properties. During the honing process, friction generates heat, potentially leading to tool wear and dimensional instability. Delapena oil effectively dissipates this heat, maintaining optimal operating temperatures and preventing premature tool failure. Simultaneously, its lubricating properties minimise friction between the honing tool and the workpiece, reducing wear on both components.
Furthermore, Delapena honing oil flushes away excess particles and debris generated during the honing process. This ensures a clean working environment and prevents the accumulation of particles that can interfere with the honing process and compromise the quality of the finished surface. The oil's effective flushing action also maintains consistent honing performance and extends the life of honing stones.
Delapena honing oil provides rust and corrosion protection. This is crucial in environments where moisture or other corrosive elements may be present. By forming a protective film on the workpiece, the oil safeguards against rust and corrosion, ensuring the longevity and integrity of the finished product.
Beyond its technical benefits, Delapena honing oil is formulated using the latest additives and technology, minimising its odour compared to other products using heavy sulphurised and chlorinated additives.
By choosing Delapena honing oil, manufacturers can achieve optimal results, and elevate the quality of their products Delapena Extra Honing Oil, Light and Heavy-duty Honing Oil are available in 20L and 205L drums from: www.delapenaonline.com

delapena group will be returning to MACH.

delapena, a leading name in the honing industry, is making waves in the aerospace sector with their revolutionary Tandem Alignment Honing Tools. These ingenious tools are rewriting the rules of aircraft landing gear maintenance, offering a faster, safer, and more sustainable approach to aircraft repair.
The aerospace sector is increasingly tightening the requirements for components to achieve lighter weight and greater performance from end products – higher power densities, more precise control, tighter sealing, less noise, and vibration.
Traditionally, maintaining the intricate and often difficult-to-reach components of aircraft involved time-consuming and expensive disassembly of key parts like landing gear and engine cylinders. This not only disrupted operations but also drove up maintenance costs significantly.
delapena’ s Tandem Alignment Honing Tools are a gamechanger. These innovative tools allow for In-Situ honing of critical twin bores, eliminating the need for disassembly. This translates to faster turnaround times, reduced costs, enhanced safety through perfect alignment and extended component life, and more sustainable practices through reduced waste.
The tool body is made such that its length matches the centre distance of the two ‘in-line’ bores. One end of the tool is fitted with abrasive stones and the other with nylon guides.
When the tool is inserted into the bores the nylon guides are expanded to pilot the tool in one bore while the honing stones are expanded to increase the diameter of the bore to be honed. When the first bore has been honed to the correct size the tool is removed and inserted from the opposite end so that the nylon guides are piloted in the honed bore while the stones increase the diameter of the second bore. If access is restricted and the tool cannot be inserted from each end of the tandem bore, then the position of the honing stones and nylon guides are reversed in the tool after the first bore has been honed.
The impact of delapena’ s tools extend far beyond mere convenience. They represent a paradigm shift in how aircraft landing gear components are maintained, prioritizing efficiency, safety, and sustainability. As air traffic continues to grow, these tools play a vital role in ensuring the smooth operation and longevity of our global fleet.
delapena’ s Tandem Alignment Honing Tools are a testament to their commitment to innovation, precision, and a deep understanding of the aerospace industry’s needs.

Don’t miss this exceptional opportunity to:
.
The world of precision grinding in the UK is set for a significant leap forward with the announcement of a strategic partnership between delapena, a leader in manufacturing honing technologies and e-tech, a renowned manufacturer of high-performance grinding machines. This exciting collaboration, to be unveiled at MACH 2024, promises to equip UK manufacturers with progressive grinding solutions designed to elevate productivity and quality.

.
delapena, a leading name in precision engineering, is set to captivate audiences at MACH2024. Showcasing their cutting-edge honing, grinding, and surface finishing technologies. Visitors and exhibitors to Stand 19-335 will witness delapena` s unwavering commitment to pushing the boundaries of precision and productivity.
.
A new era of precision grinding dawns in the UK as delapena, a leading provider of advanced manufacturing technologies, announces its strategic partnership with e-tech, a renowned manufacturer of high-performance grinding machines.
.
In the realm of precision engineering, where tolerances are measured in microns and surface finishes are paramount, the honing process could be described as prevailing in
accuracy. Among the various honing machines available, the delapena PowerHone EXL is said to be a champion, delivering exceptional performance, versatility, and ease of use.
At the heart of the PowerHone EXL lies a robust design, crafted with heavy-duty
components to ensure high stability and vibration-free operation. This translates to
consummate precision, with honed surfaces achieving mirror-like finishes and
dimensional accuracy exceeding even the most stringent requirements. The
machine’s rigid construction also means it can tackle large and heavy workpieces with confidence, making it ideal for diverse industrial applications.
In manufacturing, close working partnerships between customers and suppliers are worth their weight in gold and that’s certainly the case with Hemel Hempstead-based precision subcontractor Subcon Drilling and honing specialist Delapena who have been working together for many years, developing super abrasive to optimise their honing process. In 2019 however, Subcon Drilling threw down the gauntlet to its longstanding supplier with a specific challenge that included specialist honing super abrasive. Dave Tudor reports.
Through a combination of a delapena SpeedHone Cooper S horizontal honing machine and customised, tuned and tweaked super abrasive honing stones, not to mention extensive trialling, delapena not only managed to hit the 20 minute cycle time target they totally annihilated it, said Dean Edwards, Subcon Drilling.
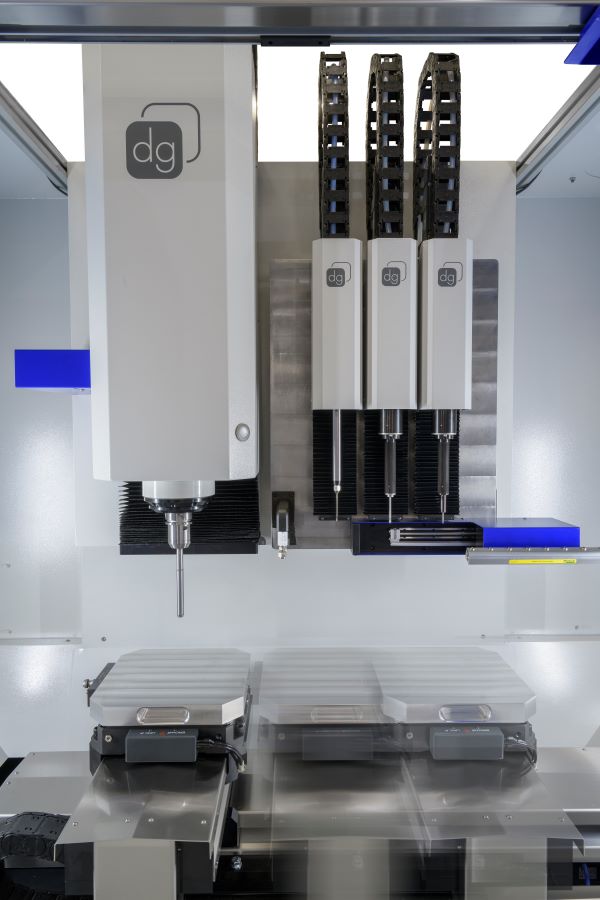
The recent couple of years has been extraordinary for all. For delapena group, it has bought challenges and uncertainties that could not have been foreseen. However, this has allowed them the ideal opportunity to invest time in R & D which has proven to be both interesting and exciting. Renowned for being innovative, industry leaders in honing, delapena are pioneering the way for Industry 4.0. Intelligent honing machines. Mach 2022 will be the first public demonstration of three new generation honing machines. PowerHone E, ForceHone and PrecisionHone.In addition to the eagerly awaited new machines, delapena new cutting-edge iHone technology.
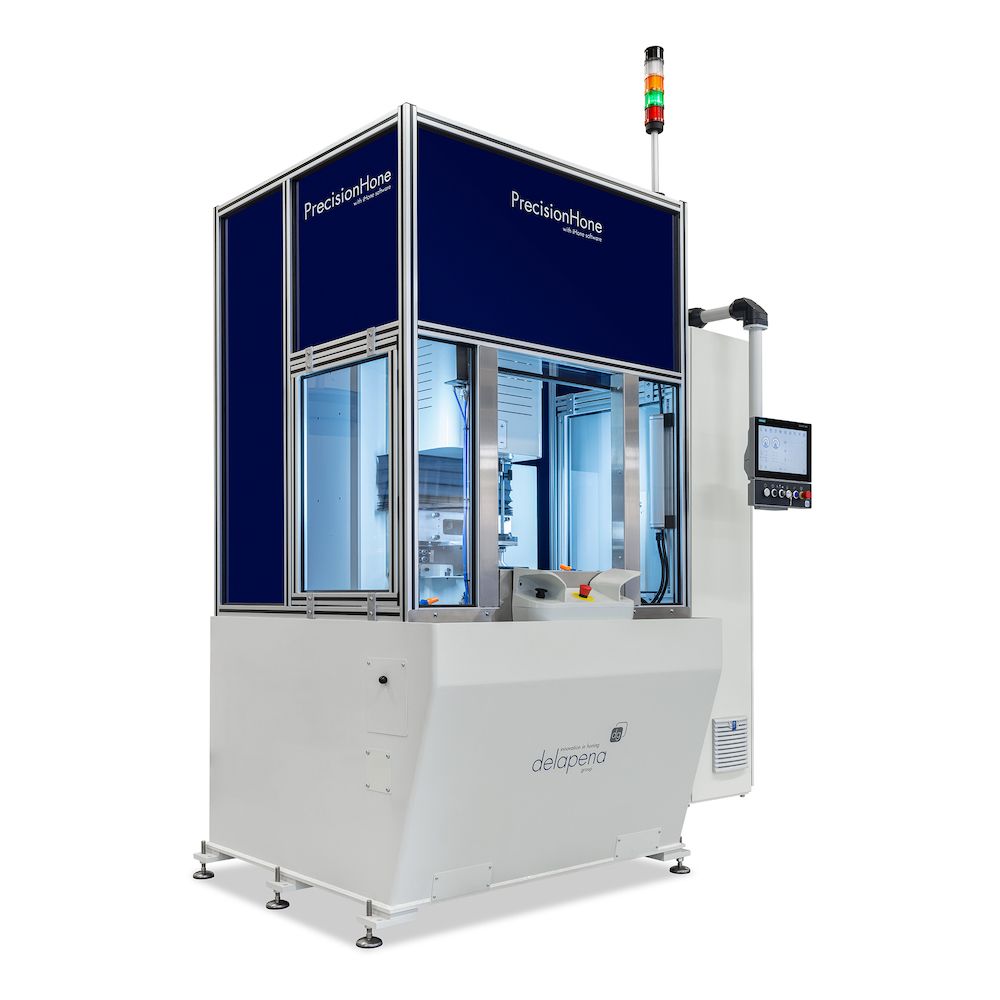
delapena`s flagship machine, the PrecisionHone is a vertical honing machine for production honing of small parts. Accurate and packed with features, for large batch work and tight tolerances the PrecisionHone is the machine of choice. Designed for medium to large batches, the PrecisionHone can be configured to suit the customers’ needs.
Lower cost Super abrasive
delapena sintered products strive to offer the highest quality product and service to our customer, a key factor in this is value of the product. To address the high cost of super abrasives we were keen to investigate all the sintering technologies available with the intention of driving the super abrasive manufacturing costs down making it an affordable option compared to standard abrasive.
This has been achieved by investing in the best technology available as well as optimising the process flow in manufacturing using best practice lean principles. Quality, Delivery, Price, and Service targets have all been achieved with customers saving on average 30% against competitors’ products. View our brochure
In recent years Ceramics, Chrome and Carbide have provide a challenge for the honing process due to the increased surface hardness properties of the newer grade carbide abrasive.
To address these harder materials, delapena sintered products state of the art production facility, design, develop and manufacture super abrasive bonds with outstanding results.
Following extensive research and using innovative technology, delapena have developed Chomestone.
| `Honing of Hard Chrome case study` A customer of delapena was using a delapena PowerHone to resize Chrome plating in cylinder using a conventual silicon carbide abrasive. The downside to using conventual abrasive is the abrasive wear quickly and the honing machine needs constant adjustment to maintain size. The customers honing process averaged 60 minutes depending on the depth of the chrome layer. Chromestone developed by delapena sintered products was then introduced and reduced this honing process to 10 minutes. Another advantage that their customer also gained was that traditionally the worn chrome plating was stripped overnight in chemical tanks. Using a rougher Chrome bond abrasive, Chromestone, allowed the cylinder to be honed prior to the plating process in a little under 20 minutes negating the need to chemically strip the cylinder. |

Lower cost Super abrasive
delapena sintered products strive to offer the highest quality product and service to our customer, a key factor in this is value of the product. To address the high cost of super abrasives we were keen to investigate all the sintering technologies available with the intention of driving the super abrasive manufacturing costs down making it an affordable option compared to standard abrasive.
This has been achieved by investing in the best technology available as well as optimising the process flow in manufacturing using best practice lean principles. Quality, Delivery, Price, and Service targets have all been achieved with customers saving on average 30% against competitors’ products.
Find out more, visit www.delapenasintered.co.uk

The delapena group recently exhibited at Advanced Engineering 2019, hosted from 30th-31st October at the NEC in Birmingham. Our Managing Director, Martin Elliot, had this to say about the exhibition…
“delapena attended Advanced Engineering to showcase our latest Industry 4.0 honing machines, which we believe are an ideal fit for the exhibition. The event was very successful for us, with many prospective clients enquiring about our delapena honing machines, from our small vertical machines up to our long 4m TubeHones.
After attending the show, it has become clear that engineering companies require simplicity and deskilling of the process, due to the current skill shortage in the UK. This is exactly what the delapena group provides – we can service hard to grind and hard to hone materials.”
If you missed us at Advanced Engineering 2019, not to worry – get in touch with us at sales@delapena.co.uk to discuss your honing and grinding requirements.
Boneham & Turner celebrated its 100-year anniversary last year and is a leading manufacturer and supplier of tooling components and precision engineered components in the UK. The Mansfield-based company prides itself on reacting to customer requirements, maintaining imperial and metric stocks of over 350,000 jig and drill bushes and over 1.3 million dowel pins.
Quality is at the forefront of everything that Boneham & Turner represents, not only the products it produces but the suppliers it chooses. One such supplier is delapena Honing based near Cheltenham.
Managing director Peter Boneham says: “Celebrating our 100 years in business was a very proud moment. I am fourth generation managing the business alongside my cousin. In the 100 years many things have changed, but one thing has remained constant and that is our focus on quality and innovation.”
Boneham & Turner works in many sectors including F1 motorsport, aerospace, general engineering, composite industries and plant. Honing has been carried out in-house for over 70 years. However, over time this became very reliant on one person within the business and when they retired much of the knowledge was lost. The company looked for a solution that would mean that less knowledge was needed to carry out honing tasks.
Boneham & Turner chose delapena Honing to partner with and ordered three delapena SpeedHone EAS machines.
delapena Honing will soon be celebrating 100 years since its formation and supports every aspect of improving surface finish, from feasibility on a part, to specification and new machine manufacture, to special tools and services.
“We chose the delapena SpeedHone EAS because of the machines capability,” explains Peter Boneham. “It’s very easy to set up, simple for new operators to be trained and is a very high precision machine that achieves the tolerances and concentricities that we require for our drill bushings. Another key for us was that the delapena SpeedHone EAS is a lot cleaner and much safer than the traditional hones you would see in our industry.”
Boneham & Turner was attracted to delapena firstly for the efficiencies that the SpeedHone offers, but another key factor was the knowledge that the delapena team provides through their vast knowledge both on the ground and at their head office in Cheltenham. It is this complete service that lead Boneham & Turner ordering three machines and consignment stock.
“delapena is a very supportive company,” continues Peter Boneham. “We have a commitment from delapena in terms of the tooling and helping us continually improve our methods. We also have a consignment stock of tooling that really helps us to manufacture profitably and efficiently.”
The SpeedHone is a compact machine with considerable flexibility and capability. The honing process becomes deskilled and offers both a semi-automatic and manual operation. The SpeedHone is ideal for one off and batch production work, honing diameters from 1.14 mm to 80 mm with an increment of one micron.
delapena Group has every facility required for honing, including an application centre, subcontract honing department, tooling refurbishment centre and a reverse engineering tooling centre. The company has built a reputation over the past 90 years for high quality products, great service and value.
delapena Group has always been at the forefront of development and delivery of reliable honing solutions. One of the most successful line of honing machines delapena produced was the Speedhone series, there are still many thousands of them in use throughout the World. The Speedhone provided a simple and effective honing solution for the skilled operator to use and give an all round consistency of Honed product.
Today more and more companies are looking for a cost effective honing solution to give even greater flexibility and capability. The EAS SpeedHone is the next generation from delapena and is already making a difference to many clients including aviation engineering company, Impcross, based in Gloucestershire.
“Impcross has a reputation for manufacturing difficult parts in volume to compete on the world stage. To be able to achieve this we have invested in the right machines and work with strategic partners to ensure we remain competitive and produce a product to the highest exacting standards required in the aviation industry” said Dale Ballinger, CEO of Impcross.
Markets such as aerospace work on the frontier of research and development, with a continuous drive to find lighter and stronger materials. This delivers a stream of challenging new materials and applications for honing, particularly as the tolerances required in technically advanced componentry are constantly being refined. The standard expectation is now two microns and part of the preference for honing is because this process can achieve this close tolerance work with ease and speed.
The SpeedHone is a compact machine with considerable flexibility and capability. The honing process becomes deskilled and offers both a semi-automatic and manual operation. The SpeedHone is ideal for one off and batch production work, honing from 1.14mm – 80mm diameter, with an increment of one micron.
“When we invest in new machines we need to ensure precision, be able to automate a process and have reliability. The EAS SpeedHone has significantly improved productivity and lead-time for our honed processes and products. We have just placed another honing machine order with delapena to expand our honing capability further. delapena offer excellent support to our business and as a result our joint partnership grows stronger”, continued Dale.
The easy operation of the EAS SpeedHone means that operatives can be trained in under one hour, along with ergonomic controls and rapid tool changes. The SpeedHone has foot pedal control function, integral coolant system and a lightweight safety interlock guard all contained within a compact space-efficient unit that can be lifted and relocated on a standard pallet truck.
Feedback from clients has focused on the affordability of the unit, ease of use, increased productivity and quick tooling changes. The SpeedHone is ideal for bushes, sleeves, pump bodies, valve bodies, con rods, rocker arms and refurbishment of components.
“The Speedhone from delapena has a reputation built over the last 90 years and the EAS SpeedHone is a natural next step for us as a company” said Managing Director Martin Elliott. “The SpeedHone is an essential machine for every tool room with it`s affordability and increased productivity, some clients have shown us that SpeedHone now takes hours to do a task that previously could take weeks”. Martin continued.
Key Features of the SpeedHone
delapena Group supports every aspect of improving surface finish, from feasibility on a part, to specification and new machine manufacture, to special tools and services that include subcontract honing, application development, process engineering, maintenance and training.
delapena Group has every facility required for honing, including an application centre, subcontract honing department, tooling refurbishment centre and a reverse engineering tooling centre. The company has a reputation that has been built over the last 90 years, a reputation for a high quality products, great service and value.
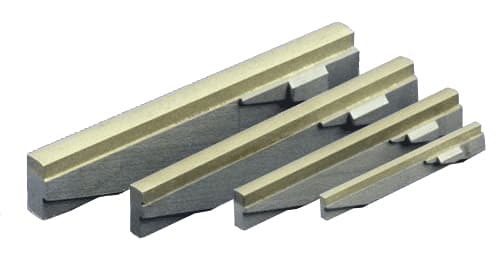
delapena Group manufactures a complete range of Rottler type replacement stones available in CBN and diamond to meet all of your honing needs. All of our honing stones are available in standard sizes to meet OEM (Original Equipment Manufacturers) specifications.
Available in 76mm, 89mm and 102mm long with abrasive grit sizes from 80 grit to 1200 grit as standard. We also offer bespoke options available on request.
All of delapena Group honing stones are manufactured and tested with the latest equipment to ensure high quality and meeting OEM (Original Equipment Manufacturers) specifications.
Rottler type compatible (generic) honing stones manufactured to fit your Rottler type machines and tooling.
delapena Group's super abrasives are manufactured at our Cheltenham UK headquarters.
delapena have developed and manufactured a full range of Sunnen computable 'K' Series super abrasive stone assemblies fully compatible with the OEM mandrels.
We can supply a complete range of equivalent ‘NM and ’DM’ series super abrasives in all grit sizes and hardness specifications.
We can also supply replacement ‘P28’ and ‘H70’ super abrasive stone sets fully computable with OEM equipment.
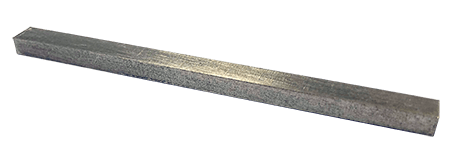
delapena have developed and manufactured a full range of Sunnen General Hone computable tube hone super abrasive stone assemblies fully compatible with the OEM mandrels.
We can supply a complete range of equivalent ‘NM and ’DM’ series super abrasives in all grit sizes and hardness specifications.
These are avalible mounted on holders or as a stick for customer mounting. These super abrasive stone sets fully computable with OEM equipment.

At delapena we manufacture and refurbish tools from many other OEM manufactures including.
In the pre-dawn light of the 4th Industrial revolution, it seems unbelievable that honing is still done ‘hands-on’, but it’s not so long since honing engineers would hold up their hands to show missing fingers, in order to demonstrate how they mastered their craft. In the modern, legislated world, that’s clearly unacceptable, but occasionally still done. So, when presented with the opportunities to make safe the production of components for a wealth of different industries delapena were only too pleased to introduce the customer to a machine designed with failsafe, interlocking guarding, to remove hands from the work area. This means that operators would no longer be anywhere near the spindle when in motion and no longer requires the component to be guided by hand onto the Honing mandrel. The operation becomes totally hands free; happening at the push of a button, well behind the auto-stop doors.
However, simply making an accurately controlled CNC Honing machine is only part of the solution. The complete solution includes Super Abrasives honing stones and precision fixtures and it is a mix of all these that provides the customer with a repeatable, stable process. Although delapena has been in the honing business for 90 years it was missing the expertise of Super Abrasive hone manufacture. delapena had relied on third parties to supply honing abrasives for various applications that demanded specific abrasives to suit specific materials. The fact that delapena could not manufacture its own Super Abrasives honing stones was compromising the complete solution explained Managing Director Martin Elliott.
In 2015 delapena took the plunge and invested in a small R+D cell for the manufacture of Super Abrasives and within a matter of weeks developed its 1st range of Honing bonds. The initial objective for the delapena range of Super Abrasive honing bonds was to become self-sufficient and be able to act quickly with spikes in customer demand. However, the uptake of the new offering soon became a bottleneck on the small scale production facility which prompted delapena to take the plunge and invest in the latest state of the art equipment. The new equipment was installed in late 2016 and was operational by January 1st 2017.
With all the enquiries for the Super Abrasives, 2017 was a bit of a blur and by the end of the year, delapena was supplying its products into 6 Automotive Engine plants around the world. One of the reasons for the success was delapena’ s ability to manufacture new products within 7 days and also to offer consignment stocking of abrasives for the larger users with unpredictable demands.
The Metal Bond Super abrasives market was the 1st target for delapena product and more recently delapena has launched Vitrified Super Abrasives and Cork Abrsives to compliment the range.
Ideal for most general Honing applications
Ideal for very hard materials
Ideal for Plateau honing
Due to market uncertainty in the UK with Brexit and what the future holds with regard to trade tariffs there has been a move to reshore critical products. delapena has been very active with the OEM’s in the Automotive Engine industry and now offers:
The key message coming from delapena customers discussing the Honing process and Industry 4.0 is to have a honing machine with a stable process that requires little or no operator intervention. Using standard vitrified bonded abrasives does not lend itself to industry 4.0 due to the wear factor of the abrasives. However, when using Super Abrasives with little wear characteristics it allows the Honing machine to run many hundreds of components before size adjustments are required thus lending itself to a more autonomous process.
delapena has now reengineered the complete range of its Honing machines to run with Super Abrasives and are now in the midst of implementing smart Industry 4.0 technology onto the delapena Honing machines. This will lead to a range of machines with Automation and decision making capability enabling maximum productivity gains.
The 1st of these machines will be displayed on the MACH2018 show at the NEC exhibition in April. It will come in the form of a New Vertical Honing machine that can be adapted to customer requirements.
In recent years Ceramics, Chrome and Carbide have provided a challenge for the Honing process due to the increased surface hardness properties of the newer grade materials. To address these harder materials delapena created delapena Sintered Products to develop a new range of Super abrasive bonds with great success.
Honing of Hard Chrome case study – a customer of delapena was using a delapena Powerhone to resize the Chrome plating in a cylinder using a conventional Silicon Carbide abrasive. The downside to using conventional abrasives is that the abrasives wear quickly and the Honing machine needs constant adjustment to maintain size. The customers Honing process averaged 60 minutes depending on the depth of the Chrome layer. A New Chrome bond developed by delapena Sintered Abrasives was then introduced and reduced this Honing process to 10 minutes. Another advantage that the customer also gained was that traditionally the worn Chrome plating was stripped overnight in Chemical tanks. Using a rougher Chrome bond abrasive allowed the Cylinder to be Honed prior to the plating process in a little under 20 minutes negating the need to chemically strip the cylinder.
| Process | Cycle time | Advantages / Disadvantages |
| Honing (Powerhone) | 60 minutes | Higher production costs |
| Honing (Powerhone) | 10 minutes | Environmental – No Chemical stripping required |
Ceramic bore honing case study - Advanced ceramics are a special type of ceramics used mainly for electrical, electronic, optical, and magnetic applications. The industry has shown significant growth in recent years and quite often adopts the internal grinding process to machine the bores. delapena was recently set the challenge of Honing 2mm out of a Ceramic component with a target time of no more than 60 minutes. delapena Sintered abrasives created a new abrasive bond and which completed the honing cycle in 55 minutes against an internal grinding process cycle time of 4 hours.
| Process | Cycle time | Advantages / Disadvantages |
| Internal Grinding | 4 hours | Operator required to redress wheel |
| Honing (EAS Speedhone) | 55 minutes | Machine left unmanned |

Cylinder Bore Honing – delapena has been involved with OEM Engine manufacturers for over 50 years and has seen many changes to the Cylinder block honing process with the phasing out of conventional abrasives and introduction of Diamond bonded abrasives and more recently the need to hone with Soluble coolant rather than the traditional neat mineral oils. Using a Soluble coolant without the advantage of pressure additives found in mineral oils requires a different type of super abrasive bond. These bonds can now be found at delapena along with the traditional Plateau honing abrasive variants.
Combining the introduction of the new abrasives together with a honing tool service package for the OEM Engine manufacturers has led to delapena increasing the sales in this value stream by 300%
As well as servicing Engine OEM’s delapena can also provide slotted Diamonds for the engine refurbishment industry to hone the traditional Cast iron bores as well as Nikasil bores. These slotted hones are readily available on the shelf and competitively priced.
Lower cost Super Abrasives - To address the high cost of Super abrasives delapena was keen to investigate all the Sintering technologies available with the intention of driving the Super abrasive manufacturing costs down making it an affordable option compared to conventional abrasives. This has been achieved by investing in the best technology available as well as optimising the process flow in manufacturing using best practice lean principles.
To penetrate the market with new abrasives sales delapena had to achieve Quality, Delivery, Price and Service targets. delapena is pleased to announce it has achieved all the aforementioned targets with customers saving an average of 30% against competitors’ products.
Celebrating its 90th year managing director, Martin Elliott, is in no doubt about the company’s strength, “Our success is built entirely on the efforts of the team,” he said. “That begins with our talented workforce and extends to our strategic partners and 25 distributors and agents around the world. They should all be proud of what we have achieved together and excited about what is to come.”

According to delapena, the firm’s success is also due to the breadth of its offering: It supports every aspect of improving surface finish, from feasibility on a part, to specification and new machine manufacture, to special tools and services that include subcontract honing, application development, process engineering, maintenance and training.
Since the emissions scandal in 2015, automotive manufacturers have had renewed vigour in their commitment to achieving the emissions levels required with the latest specification of engines. Honing is a key process in achieving these levels and Martin Elliott of delapena explains how honing head reconditioning supports this endeavour
Reconditioning of honing heads is a service that has seen continuous demand for many years. However, in more recent times, honing has moved into the spotlight and is now rightly recognised for its pivotal role in supporting automotive manufacturers to build engines of a specification to meet emissions targets. Consider this with the good news that automotive production volumes hit a 17-year high in March 2017, thanks to the weak pound encouraging exports, and it’s clear that as production is booming, so too is demand for a complete service for hone head refurbishment.
We now work with seven of the major engine manufacturers in the UK and our approach starts with thorough inspection of the honing head to find any current failures and then to identify, in advance, any potential issues for the future. Our focus is on maximising safe lifespan and optimising performance, so we consider both short term remedial work and longer term preventative maintenance.
The right abrasives are central to this refurbishment process and, in developing the right honing sticks for the head, we carefully considered the ideal match of diamond powders and other super abrasives (each having their own cutting characteristics) with the right choice of bond, so that an ideal wearing characteristic could be achieved. This ensures that the geometric integrity and exact surface finish are achieved, plus the lifespan is optimally managed. Exacting quality assurance is built into the process, with every batch of honing sticks measured for specific gravity, to a tolerance of 99.7 per cent accuracy. Full traceability is an essential feature of the process, which includes the ability to track every honing stick back to the powders used, along with the sintering cycle data from the time of pressing. Beyond these replacement honing sticks, we also replace carbide wear parts and grind the required geometry onto carbides and diamonds.
Calibration is an important part of the process and following remedial work, we recalibrate honing heads so that they hone the cylinder bores right first time. This has time saving advantage for the engine manufacturers and ensures that the honing head is ready for immediate deployment.
Beyond the standard support of specialised reconditioning, we are often asked to assist engine manufacturers with process improvement initiatives. We recently manufactured some new honing heads to replace a customer’s worn out product and this brought a 40 percent tool life increase, not only saving refurbishment costs but also reducing production downtime for the customer.
Automotive engine reconditioning is a new growth area for delapena and we have recently added valve guide honing mandrels to our portfolio, plus a new hone head drive adaptor. The valve honing adaptor is precision-made and differs from other mandrel adaptors currently on the market, as it has been designed without any ‘finger traps’ to address the Health and Safety issues that currently exist with many products. They are also fitted with a modified standard mandrel, giving a cost saving of 60 percent.
For honing machines used to recondition cylinder blocks, we offer a range of super abrasive honing sticks. These fit with a modified standard mandrel to keep costs low and provide a cost-effective option for this work.
According to the Society of Motor Manufacturers and Traders (SMMT), automotive companies are now looking at ways to boost UK-made components going into the cars built here, which is good news for British engineering that services this market. The Automotive Council estimates that around £4 bn of business could be returned to the UK by boosting domestic parts makers and in a recent report, PA Consulting recommended “Increased investment in UK parts procurement, production and supply chains to offset increased import costs, aiming to reduce the impact of tariffs imposed on component parts moving between the UK and EU”.
We are well placed to capitalise on this macro-economic influence and expect demand for honing and all its associated products and services to continue to grow.
Master of the honing and grinding market, delapena Group, this month celebrates its 10 year anniversary under the ownership of David Arthur. Reporting a seven figure order book, the business continues to grow and has set its sights on doubling its turnover by 2020.
Despite the firm’s successful 89 year history in the honing market, David Arthur rescued it from financial disaster a decade ago and has invested heavily since then to bring the business into world-class standard. Today delapena has grown into a successful group, specialising in surface finishing in the bore or on the shaft. It boasts a portfolio of electronically-controlled honing and grinding machines, plus the tooling, fixtures, abrasives and oils to support their operation.
Explaining his vision for delapena, chairman, David Arthur, comments, “I bought this business believing that technology was ready to transform the honing market and that has been realised, to great effect. We have grown through investment in research and development, plus implementation of industry-leading processes. Whilst much has been added and changed, we benefit from the unmatched level of specialist expertise and experience held within the business and so we have unlocked the value of delapena’s legacy with a future-focused approach.”
Celebrating its anniversary with a party for all 38 staff, managing director, Martin Elliott, is in no doubt about the company’s strength, “Our success is built entirely on the efforts of the team,” he said. “That begins with our talented workforce and extends to our strategic partners and 25 distributors and agents around the world. They should all be proud of what we have achieved together and excited about what is to come.”
According to delapena, the firm’s success is also due to the breadth of its offering: It supports every aspect of improving surface finish, from feasibility on a part, to specification and new machine manufacture, to special tools and services that include subcontract honing, application development, process engineering, maintenance and training.
Ten years on, David Arthur now resets his vision; “The last decade has been about getting ready for growth and preparing every aspect of the business to really fly. The next 10 years will be about capitalising on that and building the business further. We have plenty more celebrations to enjoy!”
Master of the honing and grinding market, delapena Group, has launched a new division; delapena Sintered Products. This specialist manufacturer will develop and produce super abrasives specifically for the honing market, at its new purpose-built laboratory in the UK.
With a capital investment of over £250,000, delapena Sintered Products, will have the only sintering manufacturing line of this type for honing sticks in the UK. It has commissioned a new state-of-the-art production centre that includes a specialist sintering press, and mixing and dosing units. In clean conditions, it will be blending its own diamond powders and bonds, with a range of cutting characteristics, and developing bonds to suit all possible honing applications. Honing sticks will be the main product line, with initial capacity to produce over 250,000 high quality sticks per year.
Exacting quality assurance is built into the process at delapena Sintered Products, with every batch measured for specific gravity, to a tolerance of 99.7 per cent accuracy. Full traceability is also an important feature of its process, which includes the ability to trace every honing stick back to the powders used, along with the sintering cycle data from the time of pressing.
Enthusing about the launch, delapena Group chairman, David Arthur, commented, “The launch of delapena Sintered Products is a vital strategic step in our planned growth and completes the full products and service portfolio that will be essential for us to deliver world-class grinding and honing; our clear focus is on improving surface finish in the bore or on the shaft.”
Beyond just precision finishing, honing is now recognised for stock removal, to replace internal grinding and to create geometric integrity with an exact surface finish (holding tolerances down to a micron, with sub-micron adjustment). The honing market is expanding as new applications are introduced and abrasives developed that make it possible to hone an array of materials. These include aluminium, brass, titanium and hard steel as standard, with harder materials such as ceramics, glass, molybdenum and inconel also within honing capability, with the right abrasives. delapena Sintered Products will act as a specialist research and development facility for the honing market, creating specific abrasives for customer’s applications.
The new division’s initial focus will be on supplying automotive OEMs, firstly in the UK and then expanding to fulfil the much wider, global potential. For the domestic market, delapena Sintered Products will help UK-based automotive engine manufacturers to negate any exchange rate issues associated with sourcing from Europe or further afield. Managing director, Martin Elliott, explains, “We have well-developed relationships with the majority of Tier One automotive manufacturers in the UK and understand the quality of abrasives and standard of service that they require. We have built the delapena Sintered Products manufacturing line to meet those standards and to fulfil the market that we know is ready for our products.”
© 2025 delapena group Ltd.



